
" We can help you with the entire dip-coating process. "
In addition to providing equipment, we offer total support for processes related to dip coating, including selection and procurement of coating liquids and development of prototype equipment.
Although the mechanism of dip coating technology is simple, it requires technology that combines various fields such as chemistry, surface mechanics, electricity, and physics, and we can make use of our past experience.
In the growing need for hard coatings, we will answer our customers' "need to know" requests through our past achievements.
[Example of Customer's request]
Film thickness: several microns to 15 microns requested
Film thickness deviation: data for 100200 mm and 5001000 mm.
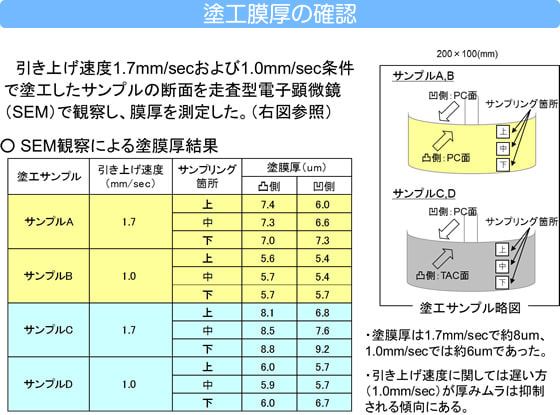
The viscosity of the main hard coating requid varies depending on the solid component concentration, but is approximately 8 mPs・s to 10 mPa・s.
At a pulling speed of 1 mm/sec, the film thickness is 5 to 6 μm, and at 2 mm/sec, it becomes about 7 to 8 μm (solid component concentration: 40%).
A pull-up speed of 10 mm/sec or higher increases the processing speed of the dip coating process, but causes liquid sagging, so we offer low-speed pull-up and low-vibration equipment that produces a clean finish with a good appearance.
If the dip coating process takes 3 minutes, it can process 180 mm materials at 1 mm/sec and 540 mm workpieces at 3 mm/sec.
The concentration of solid components is closely related to the physical properties of the coating film, and easy changes that focus on appearance are likely to result in loss of performance.
[Trouble cases]
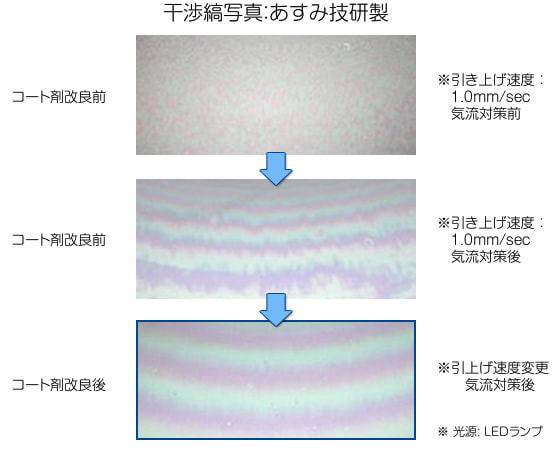
- Interference fringes
- Dealt with by adjusting pull-up speed, vibration, airflow, refractive index, etc.
- Blushing
- Selection of optimum coating liquids is necessary. Ketone type or Butyl acetate etc.
Blushing may occur due to changes in molecular structure caused by force or heat history during molding. - Impurities
- It is these "impurities" that ultimately affect yield.
Various factors must be addressed, including impurities during the molding process of the material, cleaning liquids, cleaning processes, coating, and even curing. - Liquid sagging
- Liquid sagging on the surface is out of the question, but if there are areas where liquid tends to accumulate, it is necessary to adjust the angle of the jig, etc.
- Adhesion [Go board peel test]
- Substrate, coating liquids, and equipment configuration (recipe, etc.) are closely related.
The influence of the temperature of the material during curing, etc., can be predicted and handled by the equipment in advance. - Hardness
- Abrasion resistance [Steel wool abrasion test] Weather resistance [temperature, humidity, ultraviolet rays] Optical properties [Total transmittance, haze, color tone]
These depend on the coating liquid.
We have actual results data, so please feel free to contact us.