

ディップコーティングについてはワークに対して“ぬれる”ということが大事です。
当然ですが、コーティング液がワークに対しはじいてしまう場合、ディップコーティングは不可能です。

参考:使用処理装置 UVオゾン表面改質装置 ASM401N
“ぬれる” ということは
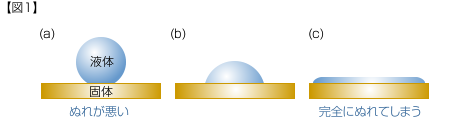
固体の表面に液体を一滴落とすと、“ぬれない”時には、液体は【図1】(a)のようになり、“ぬれる”時には【図1】(c)の様に広がります。
ディップコーティングでは、固体と液体の関係が(c)の状態が求められます。
固体表面に異物が付着していない(洗浄がしっかりされている)状況下で、この現象は、固体の表面の性質と液体の表面の性質に大きく依存します。
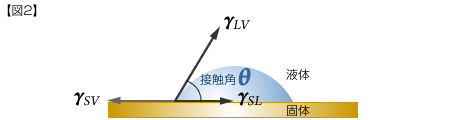
【図2】は、固体表面上で三つの矢印で示す方向の力関係が釣り合っている様子を示したものです。
その際、下記の式が成立します。
γSV=γSL+γLV COS・θ
γSV : 固体の表面張力
γLV : 液体の表面張力
γSL : 固体/液体の界面張力
θ : 接触角
この式は、ヤングの式と呼ばれ、接触角θによって、
θ → 0° ぬれる
θ → 180° ぬれない
と呼ばれます。
| 液体 | 表面張力(mN/m) |
|---|---|
| 水 | 72.75 |
| ヘキサン | 18.4 |
| メタノール | 22.5 |
| エタノール | 22.55 |
| MEK | 24.6 |
| ベンゼン | 28.9 |
| 水銀 | 486 |
固体(ワーク)が同一の時、液体の表面張力(γLV)が大きいとθは大きくなり、“ぬれにくい”(=ディッピングに向かない)ということになります。
表Aより、水溶性よりも有機溶剤を用いたほうが
濡れやすいと言えます。
また、液体が同一の場合、固体(ワーク)の表面自由エネルギー(γSV)が小さいと“ぬれにくい”といえます。
表Bより、金属やガラスは、表面自由エネルギーが大きく“ぬれやすい”ですが、プラスチックなどの樹脂は、表面自由エネルギーが小さく“ぬれにくい”、ということが分かります。
そこで、プラスチックなどをディップコーティングする場合には、ぬれ性を上げる為に表面改質が必要になります。
| 材料 | 表面張力 (mN/m) |
温度℃ |
|---|---|---|
| ポリプロピレン | 23 | - |
| ポリテトラフルオロエチレン | 18 | - |
| PMMA | 37 | - |
| Na2SiO2 (ガラス) | 310 | 1,000 |
| 水銀 | 486 | 20 |
| アルミニウム | 900 | 700 |
| 銅 | 1,120 | 1,128 |
| 鉄 | 1,530 | 1,700 |
表面改質とは
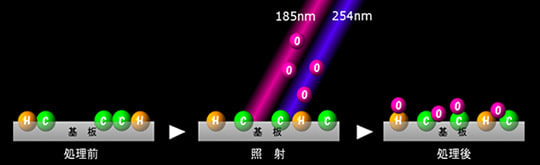
表面改質には、低圧水銀ランプによる紫外線照射(253.7nm、184.9nm)、エキシマ照射(172nm)、プラズマ表面改質、コロナ処理などがあります。
代表的に低圧水銀ランプによる紫外線照射について説明します。
紫外線によって形成された活性酸素は,基板表面に衝突して表面層の分子鎖(ぶんしさ)を切断し、切断された分子と反応して新たな官能基(OH,CHO,COOHなど)を生成します。これらの官能基は親水性が高く、塗料・接着剤・コーティング材等との相性が良い為、密着力を飛躍的に改善・向上させる結果を生み出します。
このようにディッピングの前に、固体(ワーク)の表面張力(γSV)を大きくしてやり、“ぬれ性”をあげ、コーティングしやすくすることが可能です。